







































蒙自桌子涂裝生產線 自動化設備制造廠家 吊掛噴涂流水線
桌子涂裝生產線 自動化設備制造廠家 吊掛噴涂流水線
關鍵詞:
蒙自涂裝行業
蒙自家具及樂器涂裝生產線
蒙自涂裝設備
蒙自輸送設備

產品描述
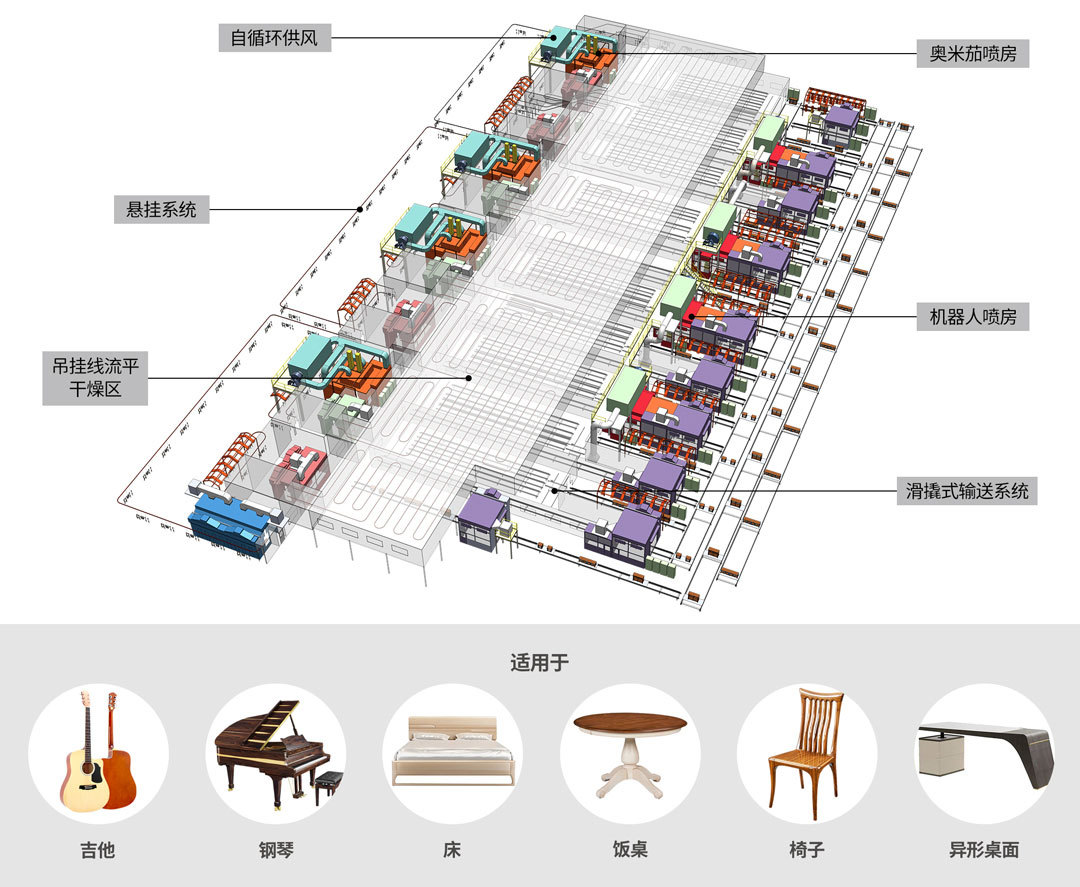
生產線概覽
桌子涂裝生產線集成自動化設備打造出美觀又耐用的家具產品。整個流程包括上件、多道底色處理、膠固、擦拭、多層底漆與面漆噴涂、修色、品檢及成品干燥等多個環節。
桌子涂裝生產線集成自動化設備打造出美觀又耐用的家具產品。整個流程包括上件、多道底色處理、膠固、擦拭、多層底漆與面漆噴涂、修色、品檢及成品干燥等多個環節。

工藝流程詳解
上件:生產線的第一步是將待涂裝的桌子部件精準地放置在流水線上,通過吊掛或者滑橇式自動輸送系統把工件傳輸到后續操作工藝上。
底色處理:工件經過一道和二道底色處理,給桌子打下均勻的基礎色調為后續涂裝做準備。底色處理不僅影響最終的顏色效果還能增強涂層的附著力。
膠固:在底色處理完成后工件會進入膠固環節。這一步驟通過特定的化學處理使底色層更加牢固,減少后續涂裝過程中的脫落風險。
擦拭:緊接著是擦拭工序,工人們會仔細清潔工件表面去除可能殘留的灰塵或雜質,確保涂層的純凈度和平滑度。
底漆噴涂:隨后是底漆的噴涂。底漆能增強涂層的硬度和耐磨性為面漆提供一個良好的附著面。生產線采用自動化的噴涂設備確保底漆均勻、無遺漏。
干刷與修色:在底漆干燥后工人會進行干刷操作,去除表面的微小顆粒和不平整處。接著是修色環節,通過精細的手工操作,調整工件的顏色和光澤度。
面漆噴涂:面漆是涂裝工藝的最后一道關鍵工序。直接決定產品的最終外觀。生產線采用高質量的面漆材料,通過精密的噴涂設備確保面漆均勻、光滑、色澤飽滿。
品檢區:完成面漆噴涂后工件會進入品檢區。專業的質檢人員會對每一件產品進行嚴格的檢查,確保它們符合質量標準。任何瑕疵或不合格品都將被及時發現并處理。
成品干燥與下件:合格的工件會進入成品干燥區進行充分的干燥處理。干燥完成后將被從生產線上取下,準備打包發貨或進行下一步的加工處理。
生產節拍與能源使用
桌子涂裝生產線的生產節拍靈活可調,根據不同工件的需求可在1.0min至4min之間變化。靈活性可以讓生產線的高效運行和產能的最大化利用。
- 產品描述
- 產品參數
-
生產線概覽
桌子涂裝生產線集成自動化設備打造出美觀又耐用的家具產品。整個流程包括上件、多道底色處理、膠固、擦拭、多層底漆與面漆噴涂、修色、品檢及成品干燥等多個環節。
工藝流程詳解
上件:生產線的第一步是將待涂裝的桌子部件精準地放置在流水線上,通過吊掛或者滑橇式自動輸送系統把工件傳輸到后續操作工藝上。
底色處理:工件經過一道和二道底色處理,給桌子打下均勻的基礎色調為后續涂裝做準備。底色處理不僅影響最終的顏色效果還能增強涂層的附著力。
膠固:在底色處理完成后工件會進入膠固環節。這一步驟通過特定的化學處理使底色層更加牢固,減少后續涂裝過程中的脫落風險。
擦拭:緊接著是擦拭工序,工人們會仔細清潔工件表面去除可能殘留的灰塵或雜質,確保涂層的純凈度和平滑度。
底漆噴涂:隨后是底漆的噴涂。底漆能增強涂層的硬度和耐磨性為面漆提供一個良好的附著面。生產線采用自動化的噴涂設備確保底漆均勻、無遺漏。
干刷與修色:在底漆干燥后工人會進行干刷操作,去除表面的微小顆粒和不平整處。接著是修色環節,通過精細的手工操作,調整工件的顏色和光澤度。
面漆噴涂:面漆是涂裝工藝的最后一道關鍵工序。直接決定產品的最終外觀。生產線采用高質量的面漆材料,通過精密的噴涂設備確保面漆均勻、光滑、色澤飽滿。
品檢區:完成面漆噴涂后工件會進入品檢區。專業的質檢人員會對每一件產品進行嚴格的檢查,確保它們符合質量標準。任何瑕疵或不合格品都將被及時發現并處理。
成品干燥與下件:合格的工件會進入成品干燥區進行充分的干燥處理。干燥完成后將被從生產線上取下,準備打包發貨或進行下一步的加工處理。
生產節拍與能源使用
桌子涂裝生產線的生產節拍靈活可調,根據不同工件的需求可在1.0min至4min之間變化。靈活性可以讓生產線的高效運行和產能的最大化利用。
-
一、奧米加靜電吊掛線設計數據:
工件類型 桌腿、椅背、坐板、前腿、坐框、椅子等 工件材質 實木、中纖板 單班8小時產量 1422件/班(椅子)
標準工件尺寸 100(L)*50(W)*1400mm(H) 最大工件尺寸 610*710*1400mm(H) 節距 300mm/掛 使用能源 電 設計線速 4000mm/min(2000mm-6000mm/min速度可調) 注:不做>90SHEEN高光漆
二、柔性噴涂線設計數據:
工件類型 整裝產品、異形工件、組裝類的柜子、異形桌面等 工件材質 實木、中纖板、貼木皮刨花板 綜合生產節拍 1.0min-4min/撬(根據不同工件) 最大通過尺寸 2000*70 工裝撬體尺寸 L2300*W800*H2200mm 使用能源 電、天然氣 滑橇及工件最大重量 300KG









